
Titanyum Frezelemeyi İyileştiren Takımlama Gelişmeleri
Havacılık sektöründeki üreticiler Sandvik Coromant çözümlerinden faydalanır.
Havacılık sektöründeki üreticiler Sandvik Coromant çözümlerinden faydalanır.
Titanyumun makine atölyelerinde daha yaygın yer alan bir malzeme halini alması sebebiyle, bu malzeme için performans ve sonuçları yeni seviyelere taşımak için işleme şartlarını daha fazla iyileştirmek de hayati önem taşır olmuştur. Frezeleme burada; havacılık sektöründeki parçalarda pek çok zorluğu temsil eden kenarların, kanalların, profillerin ve oyukların oluşturulması sebebiyle, kısmen baskın rol oynar. Pek çok iş parçası iki boyutlu iken, rekabet faktörleri kadar oyuk derinlik ve kurp yarıçapları ihtiyaçları sebebiyle talepler giderek artmaktadır. Titanyum taleplerinin giderek büyümesi takım tezgahlarını ilgilendirdiğine göre, daha iyi tezgah ve zaman kullanımı için en iyi takımlama ve metotları aramak daha da önem kazanmaktadır.
Titanyumun karakteristikleri
Titanyumun işlenmesinde dikkate alınması zorunlu olan güç faktörler oluşmaktadır, bu sebeple, frezeleme prosesi belli anlam ve uygulamalardan çok yüksek uygulamalara taşınabilmektedir. Uygulamadaki gelişmelerle beraber iki yeni frezeleme takım çözümü, yeni imkanlarla titanyumun frezelemesine imkan sağlamıştır. Titanyumun başarıyla işlenmesi için potansiyel daha az ve diğer pek çok malzemeden farklıdır. Titanyum alaşımları işlenebilirlik açısından kayda değer değişkenlik gösterdiğinden bu durum seçimleri ve prosedürü etkiler fakat herhangi bir alaşımın işlenmesi için, kesme detaylarının programlanacağı takım tezgâhının seçiminden planlamaya kadar çok daha fazla ihtiyaç söz konusudur. 
Havacılık sektöründeki parça üretim yelpazesinde parça özellikleri oldukça benzer olmakla beraber ölçü ve biçim değişkendir ve bundan dolayı tezgah, kalıp, kesme sıvısı temini, takımlar, metot ve kesme değerleri seçimindeki talepler de değişkendir. Operasyonel esneklik bir ön şarttır, çünkü tezgâh magazinlerindeki boş yerler, takım tutucunun tipi ve kurulum, verimlilik ve kapasite için çok önemli faktörlerdir. Kaba talaş ve ince talaş işlemlerinin farklı parametrelere göre planlanması zorunlu olduğundan, modern titanyum frezelemede değiştirilebilir kesici uçlu kesiciler ve yekpare karbür kesiciler için uygulama alanlarına farklı şekilde bağlantılar oldukça yenidir. Konfigürasyonların ölçüsü ve biçimi ile uygun takım ölçüsü ilk belirleyici faktörlerdendir.
Değiştirilebilir kesici uçlu kesici takımlar en etkili biçimde talaş kaldırır ve günümüzde, geniş düz yüzeylerin ince talaş işlemlerinde rekabet edilemez olduğu kadar kaba talaş işlemleri için de ilk seçimdir. Yekpare karbür kesici takımlar yarı ince talaş ve ince talaş işlemleri yanı sıra değiştirilebilir kesici uçlu takımlar için çok küçük olan yarıçaplar, oyuklar ve kanallar söz konusu olduğunda çözüm üretir. İşlenecek formun konfigürasyonu için gerekli olan programlama seçenekleri titanyum için alışılmış bir frezeleme kesicisi seçiminde esastır. Çünkü talaş kaldırma miktarı, ekonomik takım ömrüyle, oluşturulabilecek çeşitli ilave takım değişkenleriyle, dengeli bir biçimde maksimize edilmelidir. Titanyum için takım esasları daima, sementit karbür bir kalite üzerinde özellikle titanyumun termal ve kimyasal taleplerine dayanabilecek keskin fakat güçlü bir kesici kenarla nispeten pozitif bir talaş açısı ihtiva eder. 
Değiştirilebilir kesici uç teknolojisi, geometri ve takım malzemesi açısından çok yol kat etmiştir ve orta boyuttan büyük boyuta kadar da çok geniş bir aralıkta tedarik edilebilir yekpare karbür takımlardan daha ekonomik bir çözüm olarak öne çıkmaktadır.
Havacılıkta kullanılan gövdelerin radyal frezelenmesi
Radyal frezeleme titanyum için çok uygun bir işleme metodudur. Bununla birlikte, büyük eksenel kesme derinlikleri kesme sıcaklığı üzerinde nispeten hafif etkiye sahip olup bu sebeple takım ömrünü olumsuz etkilemezken, büyük radyal kesme derinlikleri takım ömründe kayda değer azalmalara sebep olabilir.
Bu sebeple, sık adımlı, eksenel temasın izin verdiği kadar ve yaklaşık 30 radyal temaslı uzun kenarlı frezeleme kesicileri uygulamak titanyumdan talaş kaldırmada en etkili yoldur. Sonuç olarak, uzun kenarlı frezeleme, pek çok titanyum parçanın cidarlarının kaba ve ince frezeleme işlemleri için uygun bir yöntemdir. Bu tip kesicilerin uzun helisel kenarları daha fazla miktarda radyal frezeleme ihtiva etmek için çok uygundur. Değiştirilebilir kesici uçlu, uzun kenarlı kesici, yekpare karbür kesicilerin sürekli taşlanmış kenarlarının ayna görüntüsü elde edilecek şekilde, kesici uç sıraları çoğaltılarak elde edilebilir.
Tabandan itibaren kesicinin çevresi boyunca yükselen bir sıra oluşturmak için değiştirilebilir kesici uçların yerleştirilmesi, titanyumda kabul edilebilir işleme kapasitesi ve güvenlik elde etmek için, şimdiye kadar bazı sınırlamalar sergilemektedir. Etkili talaş tahliyesi için kanallar oluşturmak gereklidir ve bu, kesici üzerinde pozitif keskin kesici uçlardan etkin sıralar oluşturmayla kombinasyonda, değiştirilebilir kesici uçlu uzun kenarlı kesiciler için tehlikeler oluşturur. Titanyumun frezelenmesi için kesinlikle sabit kesici kenarlar esastır ve kaba talaş işlemlerinde en küçük hareket bile beklenmeyen aşınmaya sebep olup kesici kenarı riske atabilir.
Titanyumda hafif bir takım aşınma göstergesi ve kenarda matlaşma daha sonra hızlı kırılmayla sonuçlanır. Özellikle birbirine yakın konumlanmış ardışık kesici uçların bir sırası boyunca kesici uçlar için eksenel destek elde etmek zordur ve bu kesici uç vidası üzerinde aşırı yüke sebep olabilir. Uzun kenarlı frezelemeyle üstün performans seviyeleri elde etmek için en iyi yol, kesici uç ile takım gövdesi arasında zarar görmemiş bir ara yüze sahip olmaktır. Kesici uç yuvası, özellikle eksenel ve dönel kuvvetlere karşı, kesin bir destekleme ve kilitleme etkisine sahip olmalıdır.
Yeni takım çözümleri
Geçmişteki bu bilgilerle, CoroMill® 690 uzun kenarlı frezeleme kesicisi (titanyum için alışılmış) için yenilikçi bir kesici uç tasarımına sahip olmak bir öncelik olmuştur. Kesici ucun hassas konumu sabit kilitlenmesi, yüksek talaş kaldırma kapasitesiyle geniş talaş kanalarının bir kombinasyonuna imkân sağlar. CoroMill 690 için kesici uçlar titanyumun ihtiyacı olan kesme etkisi için optimize edilmiştir ve kesici uç üretimindeki yeni gelişmelerin sonucudur. Bu, daha keskin, doğrudan preslenmiş kesici uçlar; hafif kesme etkisi, geniş temas, düşük güç ihtiyacı ve daha yüksek ilerleme kapasitesi sağlar.
Dahası, geometri, daha uzun takım ömrü sunan bir kesme etkisiyle titanyumun radyal frezelenmesi için optimize edilmiştir. Bu geometri, havacılıktaki gövde parçaların tipik ihtiyaçlarında olduğu gibi, oyuklardaki büyük miktarlarda malzemenin kaba işlenmesi ve daha etkin kenar için daha güçlü ve daha güvenilir iş gücü imkanı sağlamıştır. İki kesici uç ölçüsüyle, diş kapasitesi seçimi, daha sık kesici uç adımları özellikle ilerleme miktarlarıyla verimliliği artırmak için değişkenlik imkanı sağlarken, çeşitli operasyonlarda aynı çapı kullanma imkanı sunar.
Bunun yanında, kesici uç seçenekleri, geniş optimizasyon imkanlarıyla tam yuvarlak radyal frezeleme kabiliyeti sağlar. CoroMill 690 uzun kenarlı kesicinin gelişimi kısmen, oyukların kaba işlenmesi için dalma frezeleme kabiliyetini ihtiva eden geniş bir uygulama alanıyla yerleşik bir parmak freze örneği olan CoroMill 316 uygulamalarından kazanılan deneyime dayanır. İlaveten bu aralık, yüksek emniyetle talaş kaldırma oranı temel öncelik olduğunda titanyum frezelemek CoroMill 690, her bir kesici uç için yüksek basınçlı kesme sıvısı temin etmek maksadıyla kanallara ve deliklere sahiptir. sektörden 6 Ocak/Şubat 2012 - Makina Store için tam aralıkta bir değiştirilebilir kesici uçlu kesici kabiliyeti sağlar.
Kesme sıvısı kritiktir
Titanyum frezeleme, daha iyi işleme sonuçları, daha yüksek kalite için, uygulanan kesme sıvısına bağlıdır. Kullanılan sisteme bağlı olarak standart 70 bar’ dan 100 bar’ a kadar yüksek basınçlı kesme sıvısı uygulamasının belirgin avantajlar sağladığı görülmüştür. Ve günümüz tezgahların pek çoğunda yüksek basınçlı kesme sıvısı standart olduğundan bu, titanyum frezeleme optimizasyonu için, potansiyel bir kaynaktır. Yüksek basınçlı kesme sıvısı ısı dağılımını, talaş oluşumunu, kenarda sıvanma eğilimini, takım aşınmasını ve yüzey bütünlüğünü etkiler ve titanyumun işlenmesinde belirgin fark yaratır.
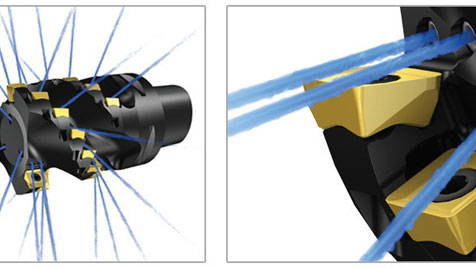
Titanyumun kimyasal olarak reaktif olması sebebiyle işleme sırasında iş parçası malzemesinin kesici kenara kaynaklanma eğilimi takım ömrünü etkiler, talaşların yeniden kesilmesi ve sertleşmiş talaşlardan kaynaklanan talaş sıkışması söz konusu olur. Nozüllerden basınçla jet haline gelen kesme sıvısı, sıcaklık kontrolünde ve beraberindeki sonuçlar ile güvenirlik üzerinde kritik rol oynar. Takım nozülleri, kesme sıvısıyla hidrolik bir kama etkisi yaratacak şekilde, doğrudan kesici ucun işlenmiş yüzeyle temas eden kısmına hedeflenmiştir.
Bu nozüller takımın ayarlanamayan parçası olduğundan, daha tutarlı ve güvenli bir işlemle sonuçlanacak şekilde, bir değişken optimize edilerek ayar ihtiyacı elimine edilmiştir. Titanyumun frezelemesine özgü olarak CoroMill 690, her bir kesici uç için yüksek basınçlı kesme sıvısı temin etmek maksadıyla kanallara ve deliklere sahiptir. Her bir uzun radyal kesici kenarı oluşturan çok sayıdaki uçla, kesme sıvısı nozülleri, operasyon için uyarlanmış yüksek basınç jetlerinden fayda sağlamak için konumlandırılabilir. Kesicinin tüm eksenel derinlik kapasitesinin kullanılmadığı durumlarda nozüllerin yerine tapalar kullanılabilir ve böylece gereksiz jetler sebebiyle oluşabilecek kesme sıvısı israfından kaçınılabilir.
Alın (uç) yüzeyindeki kesici uç nozülleri aynı zamanda, özelikle oyuklarda talaşların yeniden kesilmesini engellemek için, talaş tahliyesine yardımcı olacak şekilde konumlandırılır. Nozül ölçüsü, pompanın gerekli debiyi sağlamasını garanti edecek şekilde seçilmelidir. Yekpare karbür kesici takımlar, maliyet etkin olarak, 25 mm’lik bir üst sınıra sahipken değiştirilebilir kesici uçlu frezeleme kesicileri takım çapında uygulanabilir olarak 12 mm’lik bir alt sınıra sahiptir. Üst üste çakışan ortadaki alan için seçim, uygulamaya bağlıdır. Kaba talaş işlemleri için değiştirilebilir kesici uçlu kesici takımlar optimum çözüm iken ince talaş işlemleri için, taşlanmış bir kenara sahip yekpare karbür parmak freze genellikle en iyi çözümdür.
Fakat bu orta alan için takımlama, takım modüleritesinin değiştirilebilir başlıklarla frezeleme kesicileri konsepti üzerinden oldukça farklı bir perspektif sağlaması sebebiyle, hali hazırda kaymıştır.
Daha küçük freze kesicileri uygulamaları
Daha derin, dar oyuklar uzun takım erişimleri gerektirir ve bunu için bir çözüm olarak, operasyonel esneklik ve küçük takım kabiliyetiyle kombinasyonda iyi performans sağlaması anlamında, işlemede şişe boynu oluşmaması gerekir.
Derin bir oyuğun iç tarafını işlemek için yekpare karbür parmak frezeyi uzatmalı bir aynada bağlamak, optimum kararlılık sağlamaz. Bu senaryo, kesme değerlerini sınırlandıracak ve parça kalitesinde bir risk yaratabilecektir. Ancak, değiştirilebilir başlıklı kesiciler konsepti, yekpare karbür kesicilerin ince işleme kabiliyeti ve değiştirebilirlik avantajlarının her ikisini de sağlar Performans ve sonuç kabiliyeti, takım maliyeti perspektifi ve esneklik ihtiyacı sebebiyle, değiştirilebilir başlıklı bir sistem 10-25 mm takım çapı aralığında CoroMill 316, geniş bir uygulamayla alanıyla yerleşik bir parmak freze örneği sektörden 8 Ocak/Şubat 2012 - Makina Store avantaj sağlar. Bu konseptle esneklik yüksektir ve daha düşük takım yatırımı imkânı sunar. İnce talaş işleme kabiliyeti değiştirilebilir kesici uçlu takımlardan daha iyidir, yekpare karbür kesicilerden çok daha düşük takım maliyeti sunar ve ölçü kaybına sebep olan yeniden bilemeyi gerektirmez.
Farklı sap ve farklı başlık kombinasyonları seçebilme imkanı, yüksek seviyede esneklik ve optimizasyon ihtimalleri sunar. Sap ve başlık arasındaki kaplin, bu tip takım konsepti için anahtar bir faktördür. Performans; dayanım, kararlılık, hassasiyet, tekrar edilebilirlik ve kolay kullanıma bağlıdır. CoroMill 690 uzun kenarlı kesiciyle olduğu gibi, değiştirilebilir başlıklı frezeleme kesicilerinin yeni bir jenerasyonunu mümkün kılmak için, kesme ünitesi ile takım gövdesi arasındaki ara yüzün gelişimi için büyük bir imkâna sahiptir. Geniş bir eksenel destek yüzeyi, konik bir radyal destek yüzeyi ile özel olarak geliştirilmiş vida dişi ve vida desteği sap ve başlık arasında ihtiyaç duyulan eşsiz bir kaplin sağlamıştır. Bu uzun takım taşmalarındaki iyi performansın esasıdır.
CoroMill 316 değiştirilebilir başlık serileri ihtiyaç duyulan kabiliyeti sağlamak için, CoroMill Plura ile deneyime dayanarak, yekpare karbür kesicilerin genel bir değerlendirmesinden türetilmiştir. Yekpare karbür takım sapları, gövdelerdeki pek çok yarı ince ve ince talaş işleme uygulamalarında en üst düzeyde rijitlik sağlamak için farklı çaplarda, boylarda ve tiplerdedir.
Başarılı titanyum frezeleme
İlerleme miktarı ince talaş işlemlerini optimize ederken kaba talaş frezelemede eksenel kesme derinliği talaş kaldırma miktarını optimize etmek için esastır. Kesme hızın titanyum için, her iki tipteki operasyonda da farklı seviyelerde olmak kaydıyla, daima sınırlıdır. Bu basit titanyum gerçekleriyle optimizasyon amaçlı, daha rekabetçi ve güvenilir prosesler için, oldukça fazlasını yapmak mümkündür.
Dikkate alınması gereken dört kritik faktör; tezgâh kapasitesi, kesme sıvısı temini, kesici takımlar ve işleme metotlarıdır. Takım tezgâhının, radyal frezelemede olduğu gibi uygun bir fener mili gerektiren, nispeten düşük kesme hızlarıyla potansiyel talaş kaldırma miktarlarını gerçekleştirebilmek için yeterli güç ve torka sahip olması gerekir. Aynı zamanda kurulumda küçük çaplı takımlar mevcut ise, fener mili devir sayısı aralığının, bu işlemeyi tatminkar bir şekilde gerçekleştirmek için, yeterince yüksek olması gerekir. Genelde, fener mili ara yüzünün, kararlılık açısından zayıf bir bağ oluşturmayacak şekilde değerlendirilmesi gereklidir.
Helisel veya radyal frezeleme takımları tarafından takımlar üzerinde oluşturulan eksenel çekmeyi elimine etmek için yeterli bağlama basıncı kritik öneme haiz iken takımın yeterli eğilme dayanımı için iyi yüzey ve konik teması esastır. Frezeleme takımlarındaki yeni gelişmelerin sağladığı performans artışı titanyumdaki performans artışını doğrudan etkilemiştir. Alışılmış takımlar, bu malzemedeki zorlukların üstesinden gelmede önemli bir rol oynar ve optimizasyonun büyük bir bölümü, operasyon için doğru takım seçimi ve uygulamasının sonucudur.
Titanyum için metotlar ve programlama tekniklerinin çoğu genel işlemeden absorbe edilen hususlardır. Profillerin ve köşelerin işlenmesine tavsiyelere göre yaklaşmak, tezgah çevrim sürelerini değiştirecek ve atık miktarını minimize edecektir. Genellikle tam optimize programlar için mevcut kutu çevrimlerini gözetmekten ziyade zamanı dikkate almak, başlangıçtan itibaren iyi takım yolunu garanti etmek için, uğraşmaya değerdir
. . .
İçerik sadece atıfta bulunularak yayınlanabilir: Sivas İş Dünyası. Editöryal görüş, yazarın görüşüne aykırı olabilir.







